
低粘度、柔性环氧树脂灌封料在微、轻、薄力矩电机中的应用
严 亮,王子荣,金九大,沈才荣
(中国电子科技集团公司第二十一研究所,上海200233)
中图分类号: TM305. 2 文献标识码: E
文章编号: 1004 - 7018( 2005) 09 - 0044 - 01
1 引 言
在电机绝缘中,绕组绝缘占有重要的位置,常称为电机中的主绝缘。绕组的绝缘处理一般采用绝缘漆浸渍绝缘和灌封料浇注绝缘两种处理方式。灌封料浇注绝缘处理具有将多种松散的零部件组成一个整体的特点。力矩电机的电枢(如图1所示)一般由轴套、压圈、电枢铁心、绕组、换向器组成,必须采用灌封料浇注绝缘处理的方式,才能将其合成一个整体。而灌封料通常采用环氧树脂,具有粘度小、流动性好、收缩率小、挥发物少、固化快、低压力成型性好等特点。
浇注成型的工件,具有足够的机械、电气性能和化学稳定性能。随着装备的小型化,力矩电机同样存在这种趋势。本文针对微、轻、薄力矩电机特有的要求,选用了一种无填料、低粘度柔性环氧树脂新灌封料,有效控制了电机的外形尺寸,环氧表面光滑不开裂,并通过了电机特定的环境考核,满足了使用要求,而且无填料的环氧树脂胶使固化后的环氧呈透明状,提高了电机的外观质量。
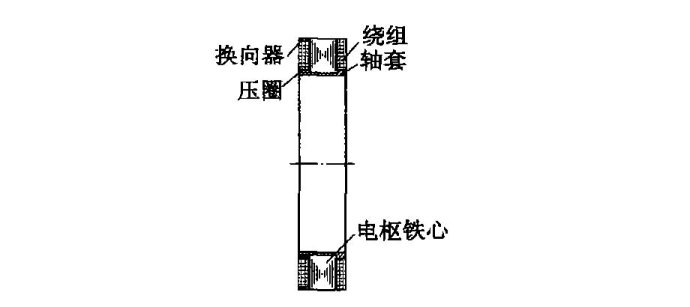
图1 微、轻、薄电机电枢简图
2 微、轻、薄电机的环氧树脂灌封
2. 1 柔性环氧树脂灌封料
通常环氧树脂胶由环氧树脂、填料和固化剂等混合配制而成。环氧树脂是由环氧氯丙烷与二酚基丙烷缩聚而成的高分子聚合物。其结构中有羟基、醚基和环氧基,羟基、醚基有高度的极性,使得环氧树脂分子与相邻界面产生了电磁吸力,而环氧基团则能与介质表面,特别使金属表面上的游离键起反应,形成化学键,因而使环氧树脂具有很高的粘合力;环氧树脂中加入固化剂后,其交联成网状结构的大分子固化物,获得优异的机械和电气绝缘性能。
在考虑微、轻、薄力矩电机的灌封料时,首先,为了使电机绕组中的环氧浇注充分,表面无缺陷,无气孔,无开裂,我们尽量选用低粘度、流动性好的环氧;同时选用具有弹性的环氧,使其具有柔性而不易开裂。另外虽然加入填料可提高浇注胶的耐热性和耐电弧性,但会增大粘度,影响电机外形尺寸的控制,通过试验最终选用了525A环氧树脂+ 918固化剂作为电机的灌封料,且不添加填料,使产品呈透明状。
固化后的性能如表1所示。
表1 固化后的环氧树脂的机械性能
项 目 数 据
比重/g·cm - 3 1. 60~1. 70
抗冲强度/ kJ·m - 2 10~14
抗弯强度/N·mm - 2 110~130
抗拉强度/N·mm - 2 70~80
马丁耐热/℃ 100~110
热弯形温度/℃ 105~120
分介温度/℃ ≥350
吸水性(25℃, 10天) % 0. 1~0. 2
表面电阻系数/Ω 1~10 ×1013
体积电阻系数/Ω·cm 1~10 ×1014
击穿强度/ kV·mm - 1 25~29
2. 2 柔性环氧树脂的灌封工装
传统的环氧浇注模采用的是封闭式结构,模具上开有浇口,浇口与待浇注的绕组内腔相通,液态的环氧胶经浇口流入内腔。虽然在浇注时也进行了真空浇注的方式,但常常会因为排气不好使环氧胶中的空气排不尽,产生环氧表面有气孔或浇不足现象,影响电机外观、绝缘性能。
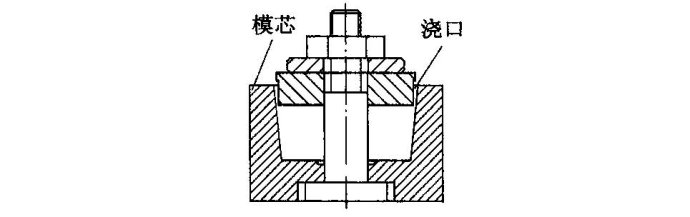
在进行柔性环氧树脂灌封时,我们设计了一种开气式环氧浇注模,如图2所示。这种结构排气性好,能使气泡完全溢出,让胶液彻底充满型模,而且操作方便,与我们选用的环氧树脂胶配合使用, 效果很好; 另外模具材料设计使用2Cr13,与传统的模具相比,可提高产品的表面光洁度,抗腐蚀性强,延长了使用寿命。经试验,浇注出的产品绝缘性能好,表面光洁。
图2 环氧浇注模简图
2. 3 柔性环氧树脂的灌封工艺
在柔性环氧树脂的灌封中,采用了抽真空浇注的方式。
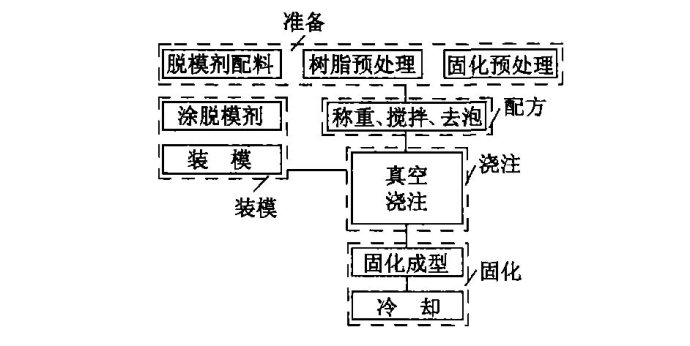
工艺流程主要的工艺流程如图3所示。工艺流程主要分四部分,即配料、装模、浇注、固化。
图3 环氧浇注工艺流程
在浇注过程中应注意的主要问题有以下几点:
(1) 涂脱模剂
环氧树脂胶与其他物质的粘接性很强,在浇注前,模具的有关部分须涂脱模剂。我们采用硅橡胶甲苯溶液作为脱模剂。
为了保证质量,浇注前模具和工件都必须清洗干净,涂匀脱模剂。
(2) 配料
配制环氧树脂浇注料是很重要的工艺程序,这一过程是否规范将直接影响到固化物的性能。我们按100 ~120 份525A环氧树脂和80 - 90份918固化剂称取重量,并搅拌,然后采用高真空、薄膜脱泡装置去泡。
(3) 浇注
采用真空浇注法,在浇注时,应力求浇注速度快,一次浇注满,以防胶液和工件的温度降低过多,影响浇注质量。环氧浇注料以连续细流状倒入,见环氧浇注料盖没工件即停止浇注。
(4) 固化
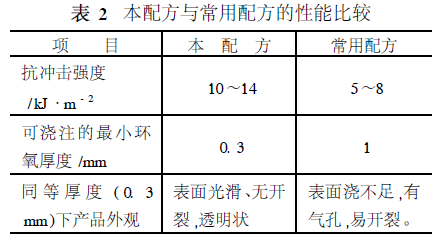
真空浇注后的工件,在专用的烘箱内进行高温常压固化。固化的温度和时间与选用的固化剂种类有关。经过反复的试验,我们确定了该固化剂的固化工艺为80 ℃ ±2 ℃/6h + 130 ℃/10~16 h。固化后的工件,需随烘箱温度自然冷却到一定温度(如50 ℃以下)才能取出。固化后的该环氧配方与常用配方在此类电机中性能比较如表2所示。
3 结 语
柔性环氧树脂的选用,大大提高了分装式力矩电机的外
观质量,满足了微、轻、薄力矩电机的外形要求,通过了电机
在绝缘、防潮、防腐、防菌、抗冲击振动等方面的电性能和各
种环境条件的考核。
苏州修铭专业树脂真空灌封设备
意大利Marty国际电机灌封领导品牌
- 上一篇:低脉动无刷电机灌封材料及工艺研究 2015/7/6
- 下一篇:电机定子线圈真空灌封视频 2015/7/2